Metal Injection Moulding (MIM) Hornos para eliminación de aglutinante - EBO
 Hornos para eliminación de aglutinante - EBO")
 Hornos para eliminación de aglutinante - EBO")
- Temp. máx.: 150 °C
- Volumen: 120 to 250 litres
-
Para el desbanderizado catalítico
- Información del producto
El moldeo por inyección de metales (MIM) es una técnica de fabricación moderna que consiste en inyectar una materia prima en moldes para crear piezas metálicas con formas complejas. Carbolite Gero ofrece hornos para moldeo por inyección de metales y estufas de secado específicamente optimizados para las fases del proceso de tratamiento térmico que requiere esta aplicación.
El moldeo por inyección de metales (Metal Injection Moulding, MIM) es una técnica de fabricación que consiste en inyectar una "materia prima" en moldes para crear piezas moldeadas con formas complejas con un alto grado de reproducibilidad. La materia prima es una mezcla de metal en polvo y un aglutinante polimérico que mantiene unido el material.
Antes de poder utilizar los componentes, es preciso eliminar el aglutinante y solidificar la estructura interna de la pieza; esto se consigue sometiendo los componentes a los procesos de tratamiento térmico de desbanderizado y sinterización en un horno.
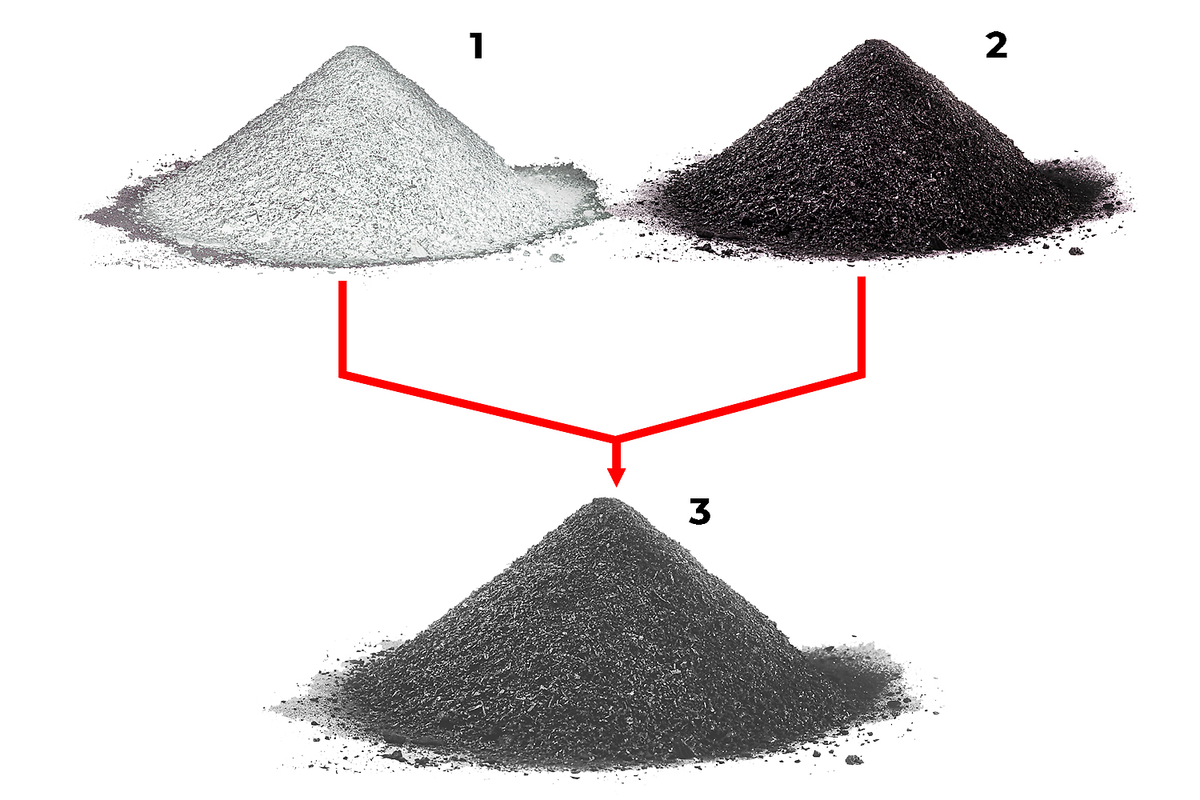
El aglutinante (1) y el polvo metálico forman juntos la materia prima
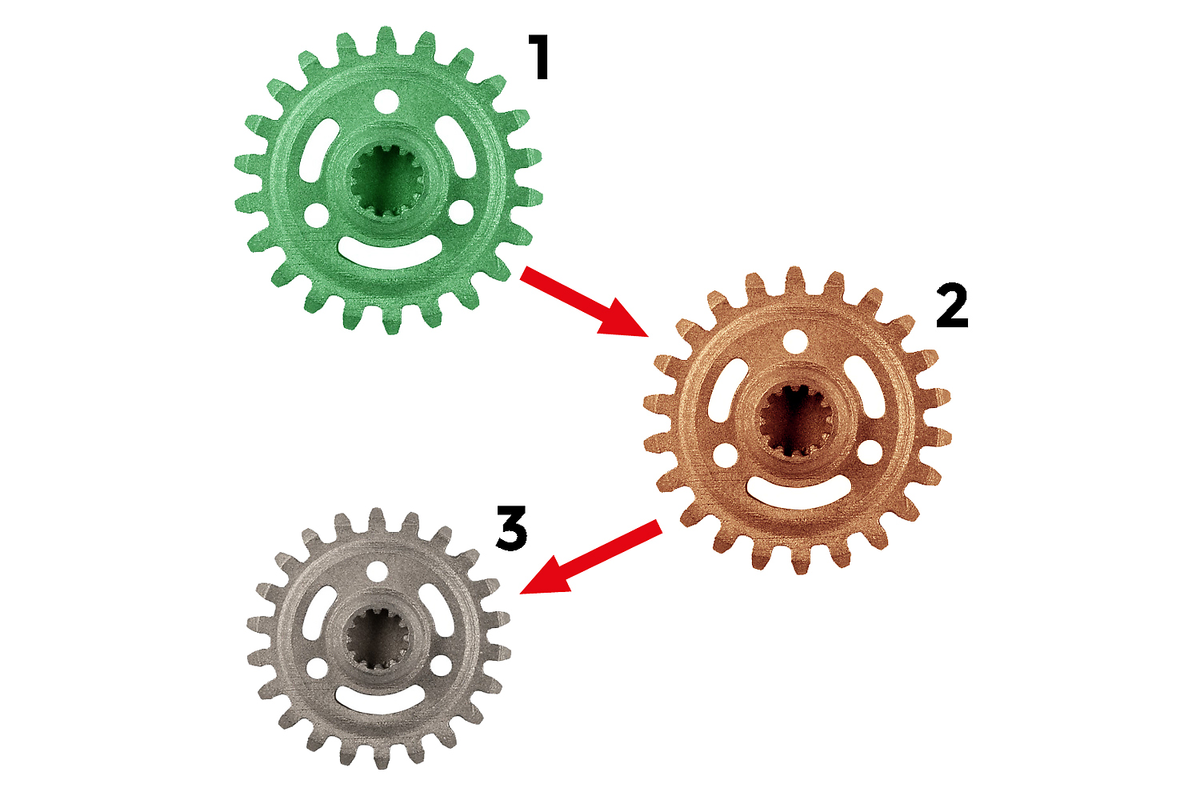
Pieza verde (1) formada mediante moldeo por inyección de metales MIM, pieza marrón (2) tras la eliminación del aglutinante y pieza acabada (3) tras la sinterización
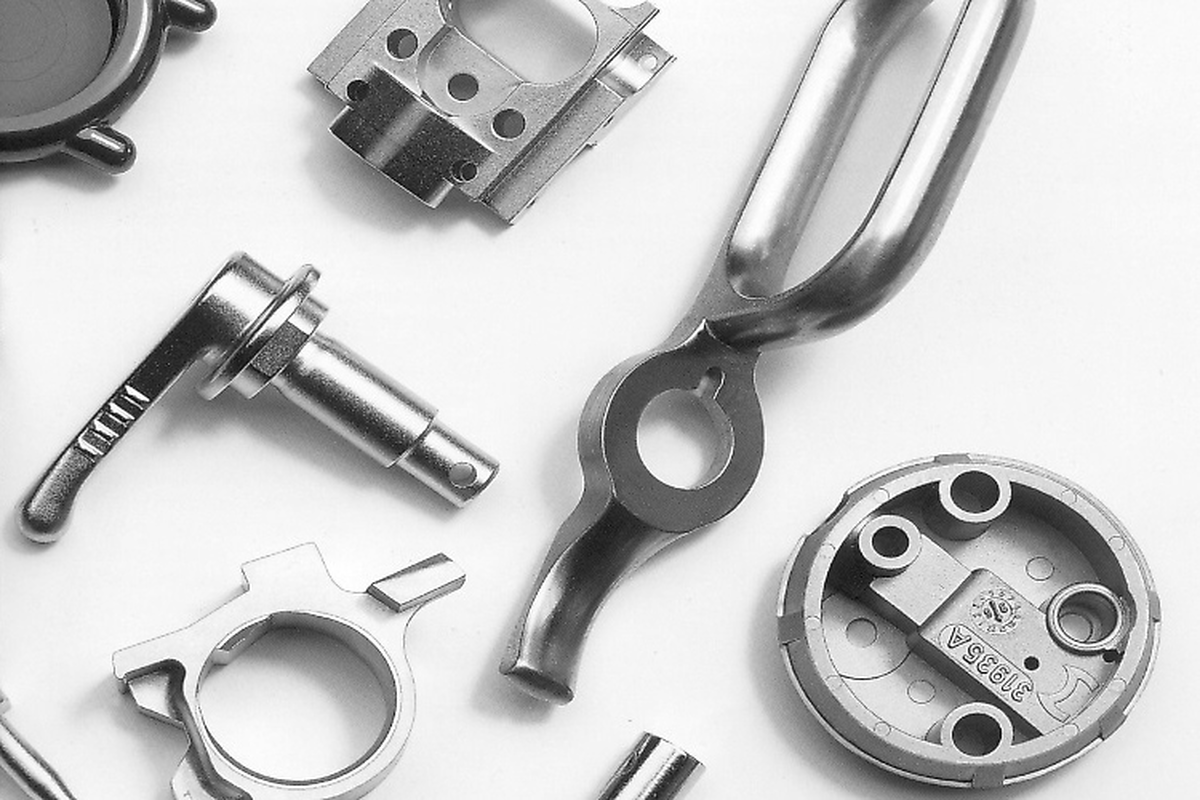
Ejemplo de algunas piezas metálicas acabadas fabricadas mediante el proceso de moldeo por inyección de metales
Es el proceso de eliminar el aglutinante de la pieza verde. Se puede conseguir catalíticamente , utilizando una combinación de aditivos catalíticos, disolventes y agua para eliminar el aglutinante, o térmicamente , mediante un tratamiento térmico en atmósfera modificada en un horno. El método necesario depende del tipo de materia prima utilizada. Los componentes sometidos a este proceso se denominan posteriormente piezas "marrones".
Dependiendo del tipo de materia prima utilizada, puede ser necesario desbanderizar las piezas tanto química como térmicamente. Mediante el proceso químico se elimina la mayor parte del aglutinante, mientras que el proceso térmico elimina el aglutinante restante, también conocido como aglutinante "backbone". Este proceso suele denominarse "desbanderizado restante".
Carbolite Gero es capaz de suministrar hornos adecuados para aplicaciones catalíticas o térmicas.
Este proceso consiste en el tratamiento térmico de componentes de moldeo por inyección de metales (MIM) que han sido sometidos previamente al proceso de desbanderizado (piezas marrones). El objetivo del sinterizado es modificar la microestructura interna de los componentes para mejorar su densidad global y, en última instancia, su resistencia. Esto se consigue calentando las piezas metálicas en una estufa u horno en una atmósfera inerte hasta aproximadamente un 20 % por debajo del punto de fusión del metal, lo cual permite que los átomos se difundan a través de la microestructura y se fusionen en una formación más densa. Durante la sinterización, las piezas metálicas experimentarán cierta contracción, con una reducción de tamaño del 15-22 %, dependiendo del metal utilizado y de la densidad final de la pieza.
Los perfiles de temperatura, la atmósfera y la uniformidad de la temperatura en el interior del horno, tanto durante el desbanderizado como durante la sinterización, deben controlarse con gran precisión para evitar distorsiones y la formación de grietas y burbujas. La atmósfera inerte o reductora también es importante para evitar la oxidación de las piezas.
El aglutinante principal aparece en azul y puede eliminarse catalíticamente.
El aglutinante de la columna vertebral aparece en verde. Sólo puede eliminarse térmicamente entre 300°C y 600°C en un horno. Este proceso suele llevarse a cabo bajo presión parcial, lo que reduce el punto de ebullición del aglutinante y le permite abandonar el componente suavemente a temperaturas más bajas.
La eliminación catalítica del aglutinante puede llevarse a cabo en el horno EBO de Carbolite Gero.
El ácido nítrico se vaporiza y es transportado bajo una corriente de nitrógeno alrededor del horno, donde pasa sobre las piezas verdes.
El ácido nítrico descompone el aglutinante principal y produce formaldehído (CH2O), que es gaseoso y explosivo en concentraciones comprendidas entre el 7 % y el 73 %. El flujo de gas dirige el formaldehído hacia la salida de gases del horno, donde se quema de forma segura con ayuda de un postquemador activo.
Ejemplos
Piezas verdes tras el desbanderizado catalítico (izquierda): Diámetro: 27,86 mm / Peso: 11,89 g
Piezas verdes tras la sinterización completa (derecha): Diámetro: 24 mm / Peso: 11,71 g
➔ Reducción de la masa total tras el desbanderizado restante: 1,5 %
La materia prima se inyecta en el molde y se le da la forma deseada. El aglutinante se resalta en azul y verde.
En este momento, la pieza MIM se denomina "pieza verde".
Durante el desbanderizado catalítico/químico, se elimina el aglutinante principal (azul), dejando sólo el aglutinante restante (verde), que debe eliminarse térmicamente en un horno.
Durante el proceso de desbanderizado restante, se elimina el aglutinante restante (verde) y la pieza MIM pasa a denominarse "pieza marrón".
Para aumentar la densidad y resistencia de la pieza, ahora hay que sinterizarla. En este momento, las partículas ya empiezan a difundirse y a adherirse entre sí.
Durante la sinterización, los átomos de la pieza MIM se difunden a través de la estructura y se fusionan, aumentando la densidad global de la pieza.
Durante la sinterización en un horno, la microestructura de la pieza MIM es considerablemente más densa y tiene menos huecos entre los átomos. El proceso de sinterización provoca cierta contracción, y algunas piezas se reducen hasta un 22 %. Se trata de una parte normal del proceso MIM (moldeo por inyección de metales) y debe tenerse en cuenta en el diseño inicial de los moldes.
Carbolite Gero ofrece dos soluciones de varias fases para el tratamiento térmico de componentes de moldeo por inyección de metales (MIM).
La primera opción es una combinación de los hornos EBO 120 y HTK 120. La eliminación catalítica del aglutinante se lleva a cabo en el EBO, mientras que tanto el desbanderizado térmico como la sinterización pueden realizarse en el HTK.
La principal ventaja de esta solución es que todo el proceso puede realizarse utilizando sólo dos hornos. Es importante tener en cuenta que, aunque inicialmente sea más rentable, la eliminación del aglutinante puede ser una aplicación sucia que podría contaminar y dañar la cámara revestida de molibdeno o tungsteno del horno HTK con el tiempo.
Sin embargo, si se utiliza un horno HTK tanto para la eliminación del aglutinante como para la sinterización, es posible trabajar en una atmósfera de hidrógeno bajo presión parcial. Esto no es posible cuando se utiliza el horno GLO.
Ejemplo:
Nota: La duración de los ciclos indicados son valores típicos para un proceso específico. Estos tiempos pueden variar en función de las aplicaciones y necesidades individuales del cliente.
La segunda opción es una combinación de los hornos EBO 120, GLO 260 y HTK 120. La eliminación catalítica del aglutinante se lleva a cabo en el EBO, la eliminación térmica del aglutinante en el GLO y la sinterización en el horno HTK.
Aunque esta solución incorpore un horno adicional al proceso, en conjunto puede ser una solución más rentable, ya que la construcción del horno de sinterización HTK está protegida contra la contaminación, por lo que se reducen los costes de mantenimiento.
Ejemplo:
Nota: La duración de los ciclos indicados son valores típicos para un proceso específico. Estos tiempos pueden variar en función de las aplicaciones y necesidades individuales del cliente.
Con el fin de conseguir las mejores condiciones posibles para eliminar el aglutinante de los componentes MIM, el flujo de gas debe ser continuo y en forma de turbulencia para que pueda llegar a todas las muestras colocadas en el interior del horno. La turbulencia ayuda a garantizar la eliminación del aglutinante de las piezas verdes durante la aplicación.
Carbolite Gero ha colaborado estrechamente con instituciones académicas para realizar simulaciones CFD (Dinámica de Fluidos Computacional) con el fin de probar y mejorar el flujo de gas dentro de las cámaras de los hornos que se suelen utilizar para aplicaciones de moldeo por inyección de metales (MIM).
La uniformidad de la temperatura es la desviación máxima de la temperatura dentro del volumen utilizable de la cámara del horno. Por ejemplo, si el horno se ajusta a 600 °C y tiene una uniformidad de temperatura establecida de ±5 °C, la temperatura dentro del volumen utilizable no puede desviarse por debajo de 595 °C ni por encima de 605 °C.
La uniformidad de la temperatura es fundamental durante la sinterización de componentes de moldeo por inyección de metales (MIM) en un horno, ya que el objetivo es garantizar que todas las piezas experimenten la misma cantidad de contracción y densidad.
Los hornos Carbolite Gero están disponibles con varias zonas de calentamiento para garantizar que la temperatura en el interior de la cámara sea uniforme en todo momento.
Fórmula para el cálculo de la uniformidad de la temperatura:
La gama de hornos HTK de Carbolite Gero se ha diseñado específicamente para optimizar los procesos de tratamiento térmico de moldeo por inyección de metales a gran escala. La retorta HTK120, por ejemplo, permite al operario cargar hasta tres pilas de muestras, cada una con 20 bandejas (380 x 240 x 0,5 mm de tamaño). La distancia entre las bandejas puede ajustarse para adaptarse a la geometría de una amplia gama de muestras.
El diseño y la configuración de las estanterías permiten que el gas fluya a través de cada capa y alrededor de cada pieza MIM colocada en su interior. Para ello, cuatro difusores especiales de entrada de gas dirigen el flujo horizontalmente a través de las capas de la estantería. Cada entrada está conectada a una corriente de gas independiente cuya velocidad puede ajustarse individualmente para maximizar el rendimiento en función de los requesitos individuales.
Una placa especial de salida de gas garantiza que el gas se distribuya uniformemente por todo el espacio de la cámara de retorta del horno y no solo por el centro.
Hay disponible una gama de controles de pantalla táctil que permiten a los operarios introducir fácilmente los programas de tratamiento térmico. Además, los programas predefinidos para el desbanderizado (restante) y la sinterización de algunos de los materiales más utilizados (316-L, CrMo4, 8620, etc.) están disponibles como configuración estándar en el software de control. Previa consulta con Carbolite Gero, se pueden activar configuraciones para otros materiales.
Los productos y servicios de Carbolite Gero están disponibles a través de una red mundial de empresas filiales y distribuidores. Nuestro personal le asesorará con mucho gusto y de forma exhaustiva sobre el uso de los productos Carbolite Gero para su aplicación específica.
Contáctenos para una consulta gratuita y hable con un especialista en productos para encontrar la solución más adecuada para sus necesidades de aplicación.
Además de los hornos Carbolite Gero para tratamiento térmico, las demás líneas de productos de Verder Scientific ofrecen otras soluciones para todo el proceso de moldeo por inyección de metales y las tecnologías de fabricación aditiva en general:
En el moldeo por inyección de metales (MIM) hay dos pasos que requieren un horno: el desbanderizado para eliminar el aglutinante de la pieza verde y la sinterización para mejorar la densidad y resistencia general de la pieza metálica.
Dependiendo de la aplicación, por lo general se necesitan dos o tres hornos para moldeo por inyección de metal. Uno para la eliminación catalítica del aglutinante y, a continuación, uno o dos hornos para el desbanderizado térmico y la sinterización.
Los hornos Carbolite Gero para el proceso de moldeo por inyección de metales (MIM) ofrecen ventajas como su bajo consumo de energía, el registro de datos, el control mediante pantalla táctil y el fácil manejo del aglutinante restante sin necesidad de un separador de condensado. Nuestros hornos para la eliminación catalítica del aglutinante se calientan con agua, lo que evita la condensación de ácido nítrico en el interior del aparato; nuestros casetes de calentamiento altamente estables garantizan que los procesos de desbanderizado y sinterización puedan funcionar 24 horas al día, 7 días a la semana.
Sí, la presión parcial con Ar, N2 o H2 es posible en un horno. La presión puede ajustarse entre 100 y 1.000 mbar en el software de control. El ángulo de apertura de una válvula neumática se ajusta de tal forma que la presión en el recipiente del horno se mantenga constante. Para el modo de presión parcial de hidrógeno, se aplican todas las normas de seguridad requeridas y certificadas por TÜV.
La excelente uniformidad de la temperatura en el interior de los hornos para moldeo por inyección de metales de Carbolite Gero, diseñados para el moldeo por inyección de metales (MIM), se consigue gracias a la disposición simétrica de los elementos calefactores, las múltiples zonas de calentamiento y una retorta estanca al vacío. La retorta también protege el horno de cualquier aglutinante que pueda condensarse durante el proceso.
Dependiendo del tamaño del horno de moldeo por inyección de metales, cuando se trabaja con desbanderizado a presión parcial, el aglutinante se manipula mediante separadores de condensado, en el caso de los hornos más pequeños, o mediante una bomba de aceite nuevo. Esta última opción es muy ventajosa para los equipos más grandes, ya que la necesidad de mantenimiento se reduce drásticamente en comparación con los separadores de condensado.
Carbolite Gero ofrece una gama de hornos de diferentes tamaños para el desbanderizado catalítico y térmico, así como para la sinterización en procesos de moldeo por inyección de metales. Previa solicitud, se pueden suministrar sistemas de manipulación manual personalizados para la transferencia de piezas entre los distintos hornos.
El titanio puede sinterizarse en una atmósfera de argón puro o en alto vacío. La amplia experiencia de Carbolite Gero en la tecnología de vacío nos permite suministrar sistemas de hornos con los índices de fuga más bajos y, por tanto, las mayores capacidades de vacío. En función de las necesidades, podemos equipar los sistemas con los accesorios de bomba de vacío adecuados.
 Información de trasfondo")
 Hornos para eliminación de aglutinante - GLO")
 Horno para sinterización - HTK")





")





















